midget,
Just poured the cast of the combustion chamber. 6 hour cure time for the mold. Photos later.

Fordboy
midget,As promised:
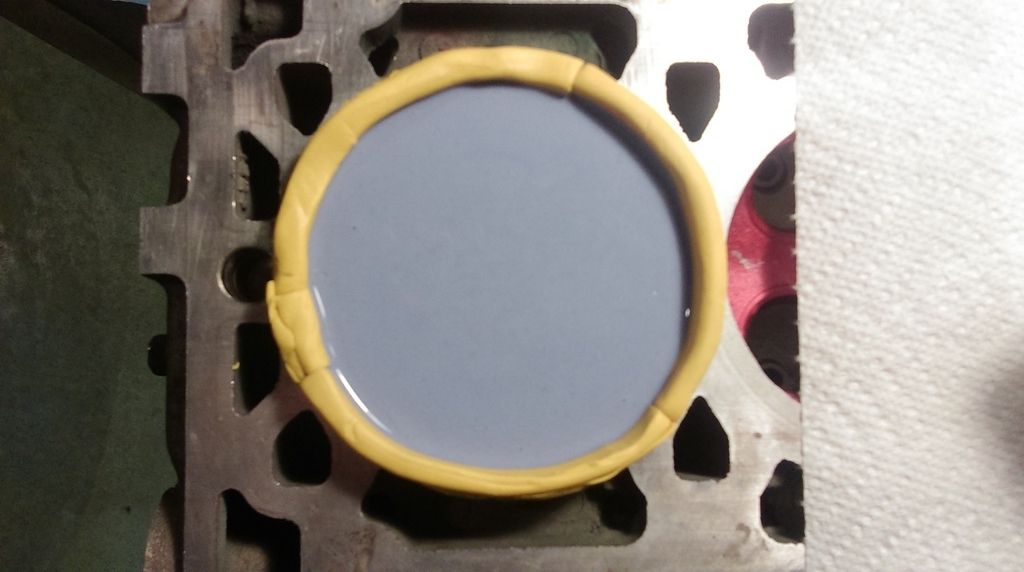
Chamber coated with release agent and surrounded by 'clay' to contain molding compound.

Silicone rubber compound, mixed 1 to 1 by volume. What a lovely mess . . . . . .

Sorry, no pics of the pour process, not enough hands . . . . . . .

A slow, drizzle pour removes most of the air bubbles. The compound is quite liquid, but I poured from the low spot, allowing the liquid to fill all the nooks and crannies while depleting more of the trapped air bubbles.
Five minutes in, the bubbles are starting to ease up.
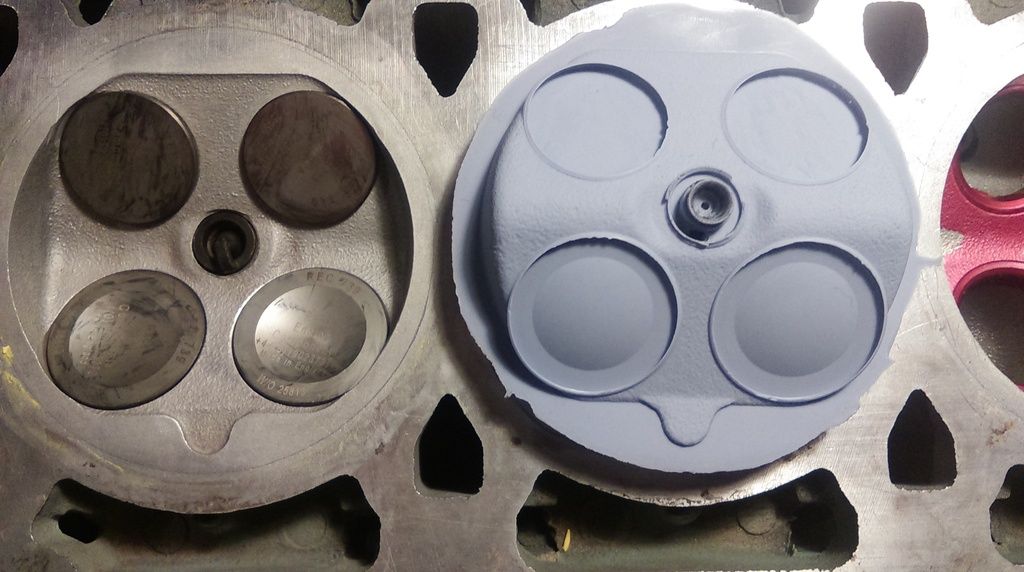
8 hours later, the completed cast.
Intake side view.

Exhaust side view.

The casting quality is excellent and the part appears to be hard enough to digitize. The mold released well, but there was a little sticking on the head surface where the release agent was a bit thin. You MUST use a release agent with this material. I suspect it might be a great "bonding agent" without the mold release liquid.
Since the standard dome volume of the Wossner piston for the application does not provide enough compression ratio, it is necessary to provide either a print of what we want or this type of combustion chamber mold so Wossner can determine if they can bump the dome volume up to what we require. They can "overlay" this digitized mold onto their digital dome model, and then the rest is just design and math.
If I get ambitious (?) I might mold a Cosworth BDD chamber just to show the detail differences. This early Rover design has more surface area than needed, especially compared to Cosworth "style" designs. The "ends" are very vertical due to the valve centerline spacing, trapping extra volume and lowering the compression ratio.
Oh, wait. I guess the "crappy" Rover design
could be better than the BMC . . . . . . . .

This casting was made with OOMOO 30 Tin-Cure Silicone Rubber from Smooth-On Products. The 2.8 pound sample size is large enough for several castings.
Fordboy



 Topic: Milwaukee Midget (Read 3291082 times)
Topic: Milwaukee Midget (Read 3291082 times)