I´ve spent a couple of hours fitting the compressor wheel to the cover, marking fluid is very useful for finding where the blades rub the housing.

With that done it was time to fit the compressor cover to the diffusor plate, since the outer radius on the casting pattern wasn´t exactly a true radius I had to copy it and make a profiling tool for the lathe.

Luckily the cast aluminum is rather soft, if it was billet 6061 alloy this wouldn´t work at all...


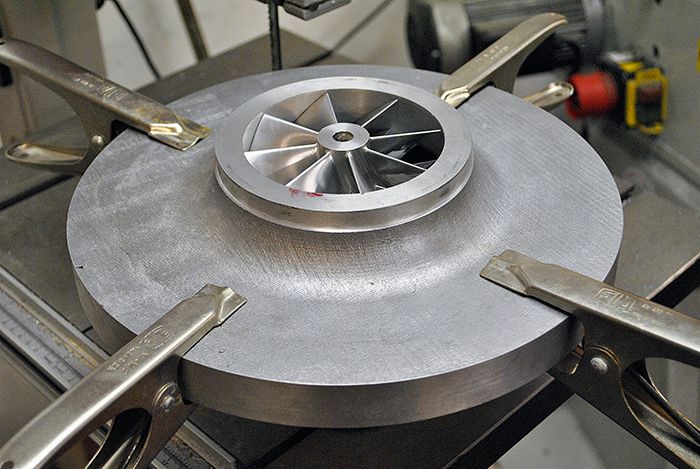
It took a handful of hours to get the compressor cover profile close enough to the diffusor radius, lots of fine grinding and measuring before it was acceptable. At the same time I turned down the thickness of the cover to get close to the right axial clearance for the compressor, taking the last tenths of a millimeter I´ll save until I have fastened the cover to the diffusor properly and fitted the rotary assembly together with the right torque.

Next up is to drill and thread the parts so they can be assembled, I just need to do some measuring and thinking first.
Cheers!
/Anders



 Topic: APS/Ω Gas turbine bike build (Read 946057 times)
Topic: APS/Ω Gas turbine bike build (Read 946057 times)