Did they lose you at FEA?
If you have a single post and put a 50 pound weight on top you know what the load on the bottom of the post is going to be.
If you have something like a roll cage and try to figure out the possible paths of stress it isn't something you can do on a spreadsheet, much less in your head.
Finite Element Analysis (FEA)) is a numerical technique for finding approximate solutions of partial differential equations (PDE) as well as integral equations.
What? That didn't help either? Don't ya hate the guys that use big words?

OK, a picture is worth a thousand words.
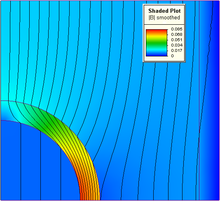
FEA is a computer modeling program that allows you to simulate stress loads and calculate the stress through the part.
My input on the 1/4" plate is that the 1/8 plate was viewed as insufficient to carry the load. What it doesn't address is how the load is transferred to thin sheet metal. This doesn't require FEA to figure out. Weld the 1/4" plate to the thin sheet metal. Weld a 10 foot tube on the 1/4" plate and then wiggle the end of the tube. What part of the system is flexing? The sheet metal. You have to spread the load and stiffen the underlying structure to avoid tear out or punch through.

Ultimately you end up at .035, you have to spread the load to reduce the stress to manageable levels. I would use a plate as large as shown (WRC rally car) with a similar plate on the other side.



