Next phase
Head with patches machined flat, Rich did this during the last two weeks

Rich also machined three pieces of angle iron flat on every side, one for each exhaust port.

Here is a picture with all three in place

The head is bolted to angle plates on the mill so the adapters can be mounted with machine screws

Picking the spots to locate the holes for the screws

First hole drilled, tapped and countersunk
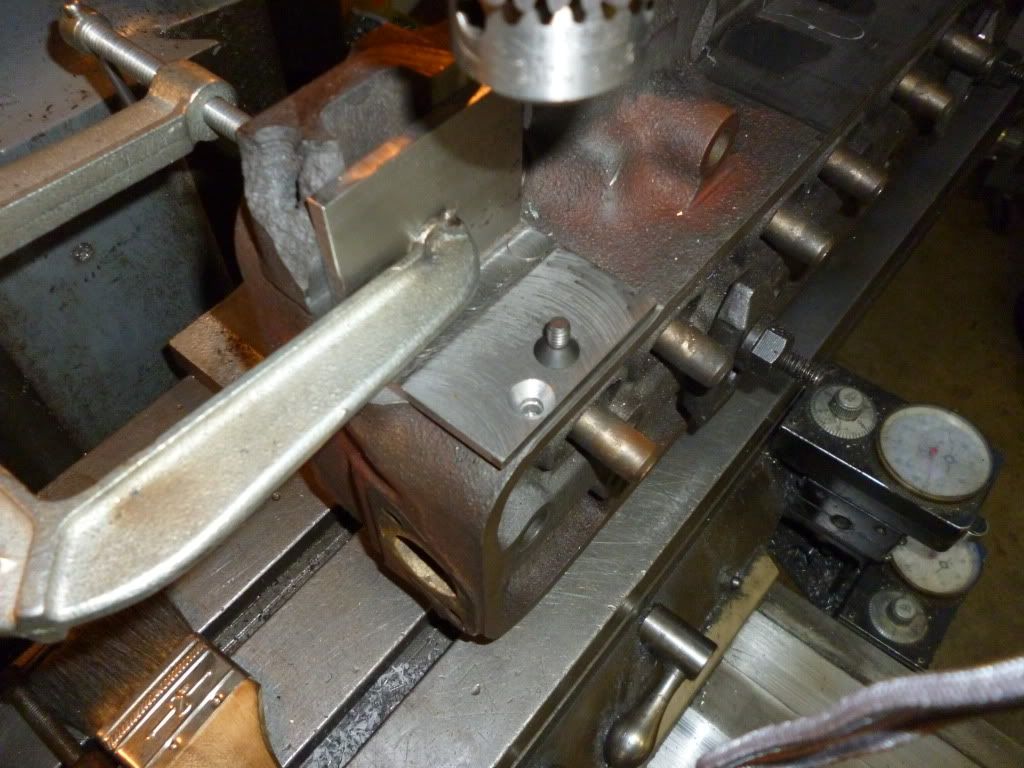
Second hole drilled, tapped. Starting on third mounting hole which turned out to be too close to where we planned to weld the port onto the angle iron. Mistake! Good thing this is a test

Me, working on the center adapter

All screws drilled tapped and installed, preparing to drill large holes for ports

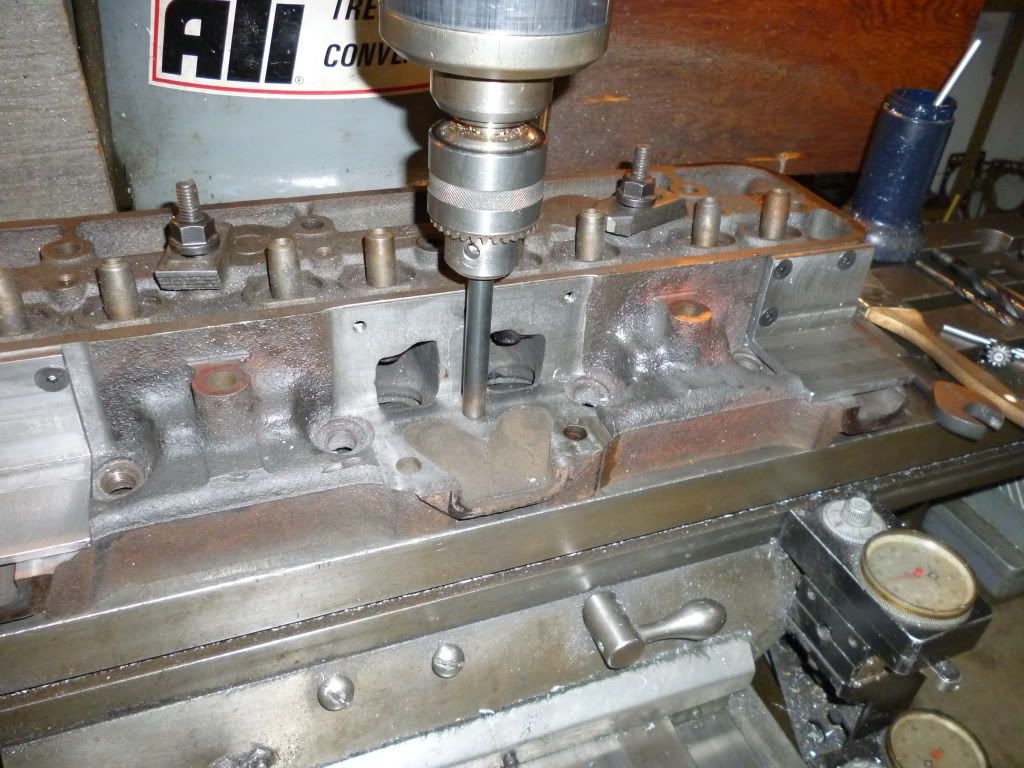
Large drill centered in exhaust port before drilling rough hole into adapter plate

Drilling rough hole in adapter, now it has to be ground out and shaped

Locating the head bolt holes, then we would reinstall the adapter and drill the hole for the head bolt. These were done one at a time.
Head bolt holes all drilled

Test ports, Rich is going to make the flange this week, or next. Thanksgiving is coming, we don’t plan to work next weekend.

From the side




